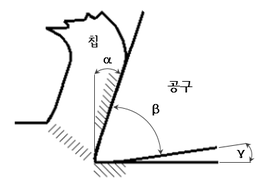
기계가공에 사용하는 공구의 날끝 형상은 경사각(Rake angle,α), 쐐기각(Wedge angle,β), 여유각(Angle of relief,γ)으로 구성된다. α+β+γ=90°관계가 성립되는데 피가공물 재료 특성에 맞춰 각도를 조절해야 한다. 각도 설정이 잘못되면 절삭품질이 떨어지고 공구 파손이 일어난다.
경사각
경사각은 용이한 절삭을 위해 드릴, 탭 등의 날끝 절삭면에 형성된 각이다. 경사각은 절삭력과 다양한 마모에 대응하기 위해 고려해야 할 중요한 요소이다. 발생한 칩에 의해 공구 경사면이 패이는 크래이터 마모가 대표적이다. 경사각은 절삭가공에서 저항과 절삭열, 칩배출, 공구수명에 큰 영향을 끼친다. 일반적으로 경사각이 크면 날끝이 예리해져 절삭저항이 감소한다. 하지만 경사각이 너무 크게 되면 날끝 강도가 약해지는 단점이 생긴다. 강도가 큰 단단한 재료는 날끝 강도를 필요로 하므로 경사각을 작게 하고, 강도가 낮은 재료는 절삭효율을 높이기 위한 목적으로 경사각을 크게 하는 것이 좋다. 경사각이 너무 크면 칩 흐름에 좋지 않은 영향을 준다.
쐐기각
쐐기각은 반드시 가공 소재의 특성을 고려해서 결정해야 한다. 저항력이 큰 소재는 쐐기각을 크게, 연성 및 취성을 가진 재료는 쐐기각을 작게 설정하는 것이 필요하다. 쐐기각이 크면 상대적으로 경사각과 여유각이 작아진다.
여유각
여유각은 칩을 발생시키는 경사각의 반대편에서 날끝과 공작물 사이에 여유공간을 주기 위해 설치한 각이다. 가공작업에서 접촉면을 최소화하고 마찰을 줄이기 위해 여유각을 설치한다. 절삭열의 작용으로 날끝에서 산화가 일어나는데 여유각이 크면 절삭날의 강도가 약해져서 파손 위험이 증가한다. 또한 가공물 표면이 깔끔하지 못한 현상이 나타난다. 여유각이 너무 크거나 너무 작아서 부적합하면 플랭크 마모가 일어나 가공 정밀도를 떨어뜨리고 절삭날 온도를 상승시킨다.
여유각은 프레스 블랭킹 가공에서 성형품을 자유낙하시키기 위해 다이의 낙하 구멍에 설치하는 경사면을 말하기도 한다. 또한 금형의 상형과 하형의 접촉 부위 보호 목적으로 접촉면을 최소로 하고 나머지를 도피시키는 것을 나타내기도 한다.