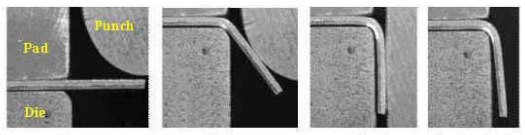
굽힘가공(bending)은 금속판재에 하중을 가해 중립면을 경계로 펀치 측에는 압축응력을, 다이 측에는 인장응력을 발생시켜 원하는 모양으로 구부리는 가공이다. 소재 양쪽 면에서 반대 방향의 응력이 작용하므로 두께 내부에는 인장이나 압축 응력의 크기가 없는 가상의 면이 존재하게 되는데 이를 중립면이라고 한다. 중립면은 응력이 작용하지 않아서 길이 변화가 발생하지 않으므로 굽힘제품의 원소재가 되는 블랭크 크기 계산에 대한 기준으로 사용된다.
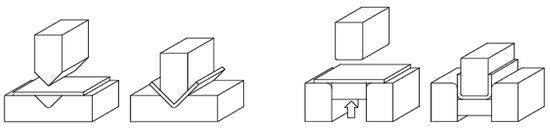
굽힘가공에는 모서리 반경이 중요한데 최소굽힘반경은 균열이 일어나지 않는 가장 작은 크기의 반경을 말한다. 굽힘 반경이 작으면 스프링백 현상이 줄어들므로 형상동결성과 가공정밀도를 향상시킬 수 있다. 소재 재질이 연할수록, 판재 두께가 얇을수록, 가공폭이 작을수록 굽힘반경을 작게 설정하는 것이 유리하다. 굽힘반경은 U굽힘이 V굽힘보다 더 작게 만들 수 있다. 스프링백은 굽힘가공에서 두드러지게 나타나는 현상이다. V굽힙과 U굽힘의 스프링백 방지대책은 다음과 같다.
V굽힘의 스프링백 방지대책
- 굽힘반경 부위에 강한 압력이 작용하도록 다이에도 R 형상을 가공한다.
- 펀치 각도를 다이 각도보다 작게 하여 오버밴딩이 되도록 한다.
- 펀치 앞부분을 돌기 형상으로 만들어 보터밍이 되도록 한다.
U굽힘의 스프링백 방지대책
- 스프링백이 일어나는 반대 방향으로 펀치 측벽을 3~5°크기의 각도면으로 만든다.
- 펀치 바닥에 돌기 형상을 만들어 보터밍이 되도록 한다.
- 펀치 바닥면을 오목 형상으로 만들어 바닥면의 탄성회복을 이용해 측벽의 스프링백 발생을 억제시킨다.
- 제품 외벽을 오버밴딩할 수 있도록 측벽 가압이 가능한 동작형 다이 구조를 적용한다.
- 패드 압력을 조절하여 스프링백과 스프링고를 상쇄시킨다.
- 펀치와 다이 사이의 클리어런스를 작게 하여 굽힘 반경 부위에 압력이 집중되도록 하고 아이어닝 효과를 준다.