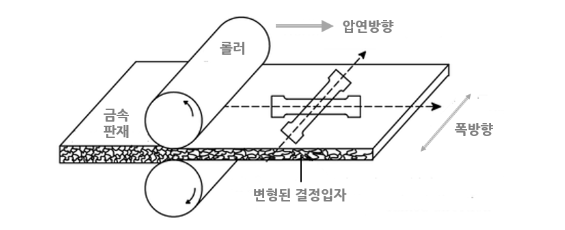
프레스 성형가공을 위한 초기의 금속소재는 강한 힘이 작용하는 롤러 사이를 통과하면서 압연공정을 거쳐 생성된 두께가 얇은 판재 형태로 변화한다. 이방성(異方性, Anisotropy)이란 이 과정에서 초기의 단결정 조직이 강한 외부압력에 의해 큰 소성변형이 일어나면서 내부조직 크기가 변화하고 방향성을 갖는 현상을 말한다. 롤러에 의해 가해지는 응력방향에 따라 배열되는 결정은 기계적 성질, 자기적 성질, 전기전도도, 내식성 변화에 영향을 미친다. 금속판재의 이방성은 프레스가공에서 주름 및 찢어짐 등과 같은 성형실패를 유발하는 원인으로 작용하는데 투입하는 블랭크 소재 방향을 돌려놓는 간단한 방법으로도 해결되는 경우가 있다.
이방성 측정
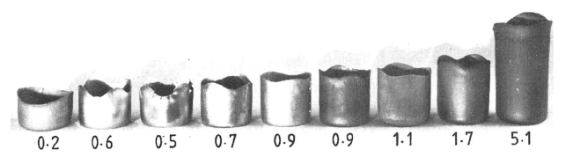
이방성을 알기 위한 측정방법에는 컵성형시험과 성형한계선도 방식이 있다. 컵성형시험은 둥근 펀치로 금속판재를 밀어냈을 때 파단이 일어나는 시점의 펀치 깊이(수직 신장길이)를 측정한다. 성형한계선도는 원형격자가 인쇄되어 있는 금속판재에 둥근 펀치로 힘을 가했을 때 네킹이나 파단이 발생하는 시점에서 인쇄원형격자의 변형추이를 관찰하고 그 결과를 그래프로 나타낸 방식이다. 컵성형시험보다 좀 더 정교한 데이터를 얻을 수 있다.
이방성 계수
이방성 척도를 나타내는 이방성계수(R)는 두께방향 변형율(Et)과 폭방향 변형율(Ew)의 비로 나타낸다.
R = Ew / Et
R값이 1.0 이상이면 이방성이 크다는 것을 의미하며, 프레스 가공의 인장시 두께감소에 대한 저항이 크고 드로잉 가공성이 좋다. R값이 1.0이면 등방성 소재로 정의하고 방향성이 없음을 나타낸다. 강재의 R값은 1.4~1.8로 성형성이 우수한 반면, 경금속인 알루미늄과 구리의 R값은 0.5~0.7이므로 가공성이 떨어진다. 금속판재의 면에 생기는 이방성을 평면이방성, 두께 방향으로 생기는 이방성을 수직이방성이라고 한다. 프레스 가공업체는 성형해석 시뮬레이션과 설계단계에서 이방성계수(R)을 이해하고 고려해야 성형실패를 방지하고 더 나은 성형품질을 확보할 수 있게 된다.