펀치와 다이의 동작으로 발생하는 최대 전단력의 계산식은 다음과 같다. 전단 저항은 인장 강도의 80%를 적용한다. 클리어런스가 커지면 전단력이 감소한다.
전단력(kgf) = 전단윤곽길이(mm) x 전단두께(mm) x 전단저항(kgf/mm2)
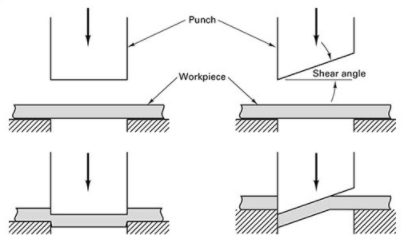
전단각
클리어런스가 커지면 전단력이 감소한다. 전단각(Shear angle)은 피어싱 또는 블랭킹 작업에서 펀치나 다이에 날카롭게 가공한 경사각을 말하는데 전단력을 감소시키는 역할을 한다. 가위로 종이를 자를 때처럼 실제 가공에서는 경사각이 있는 부분부터 순차적으로 전단이 일어난다. 전단각이 크면 끝이 날카롭게 되므로 작은 전단력으로 가공할 수 있고 금형 강도에 무리를 주지 않으며 소음이 작게 발생한다.
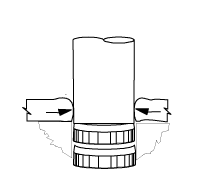
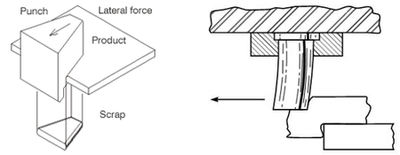
측방력
측방력(Side thrust)은 전단 가공 작업에서 편측 방향으로 발생하는 하중이다. 전단 윤곽이 폐곡선이면 균형 잡힌 하중을 보이지만, 노칭 및 컷오프와 같은 경우 한 쪽만 전단하고 다른 쪽은 개방되어 있어 측방력이 발생한다. 하중의 균형이 깨지는 측방력의 영향으로 펀치가 본래의 위치에서 벗어나지 않도록 잡아주는 잠금 장치 구조가 필요하다. 측방력 크기는 전단력의 8%~30%이다. 알루미늄은 8%, 강판은 30%의 측방력이 발생한다.
스트리핑력
스트리핑력(Stripping force)은 펀치와의 접촉으로 재료가 압축에 의해 눌려 있다가 전단 가공이 종료되면 원래 방향으로 되돌아가려는 스프링백(Spring back, 재료를 굽힌 다음 하중을 제거하면 원래 상태로 회복하려는 탄성 작용) 현상으로 발생하는 힘이다. 측방력에 의해서도 발생한다. 피어싱 가공에서는 펀치 쪽으로, 블랭킹 가공에서는 다이 방향으로 스트리핑력이 작용한다. 전단력의 5%~20%를 적용한다.