금속 판재를 소재로 한 제품 개발을 결정하면 금형을 제작하고 생산에 적합한 프레스 기계를 선정해야 한다. 프레스 기계는 비교적 단순한 구조로 슬라이드와 볼스터 사이의 공간에서 반복적인 왕복 운동을 하는 설비이다. 제품 형상과 성형 공정에 따라 단발 방식, 프로그레시브 방식, 트랜스포머 방식 등이 있으며 조건에 맞는 프레스 기계를 선정한다.
선정 기준
기계마다 여러 형식과 종류, 특성을 가지고 있으므로 용도와 목적에 맞게 선정하는 것이 중요하다. 프레스 기계의 올바른 선정은 몇 가지 기준에 따른다.
- 금형 높이 이상의 다이하이트를 갖는 프레스 기계를 선정한다.
- 금형을 안전하게 고정할 수 있는 충분한 면적의 볼스터와 슬라이드를 갖춘 기계를 선정한다.
- 가공에 필요한 압력을 계산한 후 안전율을 감안하여 1.5배 이상의 능력을 갖는 프레스 기계를 선정한다.
- 드로잉 및 벤딩 가공에서는 제품 높이의 2.5배 이상 되는 스트로크 길이를 보유한 프레스 기계를 선정한다.
- 생산량에 따른 제조 원가를 계산하여 로봇 및 부대 장치 등이 있는 기계의 사용 여부를 결정한다.
- 제품 정밀도를 고려해서 가공 방식과 기계를 선정한다.
구성 요소
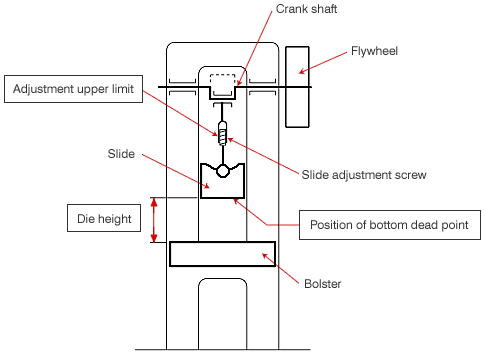
프레스 기계는 다음과 같은 5가지 주요 구성으로 이루어져 있다. 금형 설계와 제작에 앞서 반드시 프레스 기계의 사양을 확인하도록 한다.
크랭크축
플라이휠(Fly wheel)에 연결되어 있는 크랭크축(Crank shaft)은 슬라이드가 상하 동작을 하도록 회전 운동을 직선 운동으로 변환하는 동력 전달 기구이다. 크랭크축과 슬라이드는 커넥팅로드(Connecting rod)로 연결되어 있다.
볼스터
볼스터(Bolster)는 프레스 기계 베드 위에 설치되어 있는 보조판으로 다이세트를 고정하기 위한 T홈이 가공되어 있다. 수정 및 변경을 쉽게 할 수 있도록 탈착 구조로 되어 있다. 금형을 안전하게 장착하기 위해 볼스터 면적이 충분해야 한다.
슬라이드
슬라이드(Slide, Ram)는 금형의 상형을 장착하는 부위이며, 위아래로 직선 왕복 운동을 하면서 프레스 하중을 전달한다. 금형을 안전하게 장착하기 위해 슬라이드 면적이 충분해야 한다.
슬라이드 조절나사
슬라이드 조절나사(Slide adjustment screw)는 금형을 볼스터에 올려놓고 나서 하사점(Position of bottom dead point) 위치를 조정하기 위해 슬라이드를 상하로 조절하는 기구이다. 이 나사는 커넥팅로드와 슬라이드 사이에 있으며 슬라이드 위치에 변화를 주어 금형 윗면이 슬라이드 바닥면에 닿도록 한다. 일반적으로 조절량은 프레스 기계 톤수에 따라 정해져 있다.
프레임
프레임(Frame)은 프레스 기계 본체를 구성하는 몸체이다. C형 프레임의 단동 크랭크(C frame single crank) 프레스가 대표적이다.
스트로크(Stroke)는 상하 왕복 운동을 하는 슬라이드의 상사점과 하사점 사이의 거리이다. 박판 타발 가공(stamping)의 스트로크는 작아도 되지만 제품이 높은 경우는 커야 한다. 드로잉 가공에서는 드로잉 깊이의 2.5배가 요구된다. 스트로크 길이가 너무 크면 생산 효율이 떨어지므로 적정 크기를 적용해야 한다.
하중능력(Load capacity)는 하사점 위의 토크능력 지점에서 슬라이드(램)가 발휘할 수 있는 최대 하중을 말한다.
스트로크수(SPM, Stroke Per Minute)는 슬라이드(램)의 분당 왕복 횟수이다. 스트로크수가 크면 가공 속도가 빨라서 짧은 시간에 많은 생산 수량을 확보할 수 있다. 프로그레시브 순차이송성형은 단발성형보다 SPM이 월등히 크다.
다이하이트(Die height)는 슬라이드가 가장 높은 위치에 있을 때의 슬라이드 바닥면과 볼스터 윗면 사이의 거리이다. 금형이 들어갈 수 있는 공간의 높이를 나타낸다. 이 거리가 허용할 수 있는 최대금형높이인 셈이다. 다이하이트에 볼스터 두께를 추가한 치수, 즉 슬라이드 바닥면에서 베드 윗면까지의 거리를 셧하이트(Shut height)라고 한다. 다이하이트와 셧하이트는 금형높이를 결정짓는 요소이다.