블랭크 크기
드로잉가공 소재 크기는 가공 전후의 두께, 표면적이 일정하다는 가정하에 구한다. 완성된 형상의 성형품을 전개하여 표면적을 계산하는 방법으로 블랭크 직경을 확정짓는다. 원통 용기의 표면적은 바닥면적, 측벽면적, 플랜지면적, 모서리 R 면적의 합이다. 플랜지 모양이 있는 원통 용기를 1회의 드로잉으로 가공완료하는 경우 원형 블랭크 직경은 아래 식에 의하여 구한다. 해당 공식에서는 df/d의 비율이 1.4보다 크게 나오는 용기에 적용(df/d>1.4)하고, rd, rp를 동일한 값으로 인식하여 r로 대체(rd=rp=r)한다.
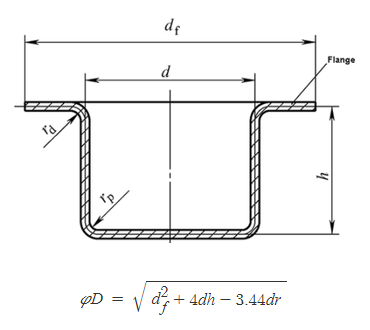
D : 원형 블랭크 직경(소재 크기)
df : 용기 플랜지 직경
d : 용기 내경(두께 중심부 기준)
h : 용기 측벽 높이(두께 중심부 기준)
rd, rp : 용기 바닥(펀치)과 입구(다이) 모서리 곡률 반경(rd=rp=r)
드로잉 한계비율
플랜지 형상이 딸려있는 원통 용기에서 1회의 최초 드로잉으로 가공할 수 있는 한계 비율은 표와 같다. 표의 맨 앞에 나타나 있는 숫자 0.59는 두 조건의 해당 비율(df/d는 1.1 이하, T/Dx100은 0.06~0.2 사이의 값)에서 Ø100인 블랭크를 드로잉했을 때 최소 크기인 Ø59까지 가공할 수 있다는 것을 의미한다. 이 비율은 한계값이므로 실제 가공에서는 안전율을 감안해서 이보다 큰 비율로 드로잉한다.
| 플랜지 직경과 용기내경 비율 (df/d) | 블랭크 두께와 직경의 비율(T/Dx100) | ||||
|---|---|---|---|---|---|
| 0.06~0.2 | 0.2~0.5 | 0.5~1.0 | 1.0~1.5 | 1.5 이상 | |
| 1.1 이하 | 0.59 | 0.57 | 0.55 | 0.53 | 0.50 |
| 1.1~1.3 | 0.55 | 0.54 | 0.53 | 0.51 | 0.49 |
| 1.3~1.5 | 0.52 | 0.51 | 0.50 | 0.49 | 0.47 |
| 1.5~1.8 | 0.48 | 0.48 | 0.47 | 0.46 | 0.45 |
| 1.8~2.0 | 0.45 | 0.45 | 0.44 | 0.43 | 0.42 |
| 2.0~2.2 | 0.42 | 0.42 | 0.42 | 0.41 | 0.40 |
| 2.2~2.5 | 0.38 | 0.38 | 0.38 | 0.38 | 0.37 |
| 2.5~2.8 | 0.35 | 0.35 | 0.34 | 0.34 | 0.33 |
| 2.8~3.0 | 0.33 | 0.33 | 0.32 | 0.32 | 0.32 |
다음은 플랜지 직경 Ø150, 용기 내경 Ø100, 용기 깊이 25mm, 용기 바닥과 입구 모서리 반경이 3mm인 위 그림 형태의 용기를 드로잉 가공하기 위해 준비해야 할 블랭크 크기를 계산한 예이다. 블랭크 두께는 1mm이다.

df/d=150/100=1.5로 1.4보다 크므로 조건에 만족한다. T/D(1/177.4)는 0.56이고, df/d(150/100)은 1.5이므로 한계 드로잉 비율은 0.47~0.50이다. 1회의 드로잉으로 Ø177.4인 블랭크 크기가 용기 내경 Ø100으로 작아질 때 비율은 0.56(d/D=100/177.4=0.56)이 되므로 한계 드로잉보다 크다. 이로써 안정적인 드로잉 가공을 수행할 수 있다.