표면거칠기(surface roughness)는 다듬질 가공할 때 표면에 생기는 작은 요철(凹凸) 형상을 말한다. 가공 과정에서 필연적으로 발생하는 거칠기를 완벽하게 제거하는 것은 불가능하다. 필요 이상으로 표면을 매끄럽게 다듬는 것은 시간이 오래 걸리고 비경제적이기 때문에 부품 표면은 사용목적과 기능에 따라 적절하게 다듬어져야 한다. 요철의 크기와 형태는 사용한 공구, 가공방법, 가공조건에 따라 다르게 나타난다. 거칠기가 작고 매끄럽게 다듬질한 표면에서는 높은 치수정밀도를 얻을 수 있으며 내마모성과 내식성이 우수하다. 표면거칠기는 밀링가공이 가장 크고 선반가공, 연삭가공, 래핑으로 갈수록 작아진다.
표면거칠기 종류
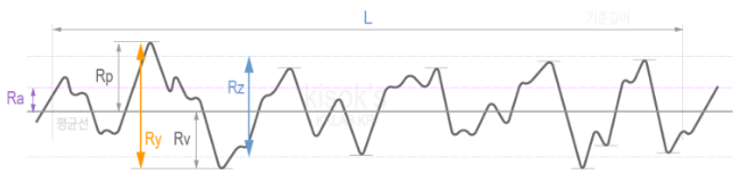
가공표면과 수직인 평면으로 절단하고 그 단면을 확대해 보면 어떤 곡선을 이루는데 단면곡선에서 기준길이를 선정하여 높낮이를 측정한다. KS B 0161에 규정되어 있으며 표면거칠기를 구분하는 기준에는 3가지 방법이 있다.
최대높이 표면거칠기
최대높이 표면거칠기(Ry, 기존의 Rmax 기호가 Ry로 대체됨)는 기준길이의 단면곡선에서 가장 높은 봉우리와 가장 깊은 골짜기의 수직거리이다.
중심선 평균거칠기
중심선 평균거칠기(Ra)는 단면곡선에서 봉우리 면적과 골짜기 면적 합을 각각 구하여 면적 차이를 계산한 후 기준길이로 나눈 값이다. 중심선은 봉우리를 깎아 골짜기를 메워 고르게 할 때 해당 면적에 대응하는 높이를 가진 선이다.
10점 평균거칠기
10점 평균거칠기(Rz)는 가장 높은 봉우리 5개와 가장 깊은 골짜기 5개를 선택하여 각각의 높이(깊이) 평균값을 구하고 두 평균값의 차이로 나타낸 것이다. 일반적으로 Ry가 가장 크고 Rz, Ra순으로 갈수록 작아지는 경향을 보인다.
표면거칠기 측정방법
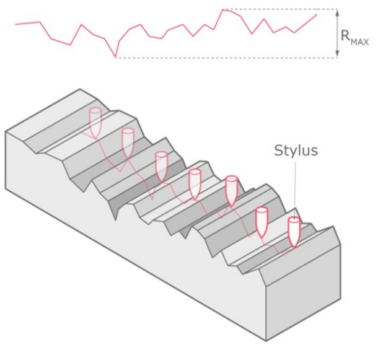
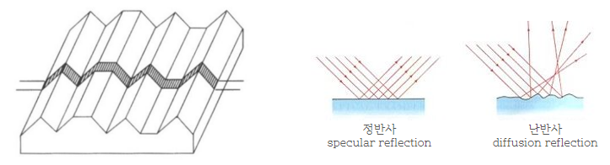
표면거칠기를 측정하는 방법에는 3가지가 있다. 촉침법(stylus method)은 바늘끝을 피측정물에 접촉시켜 이동하면서 바늘끝의 움직임을 확대해서 측정한다. 광절단법(light sectioning method)은 광학적으로 표면거칠기나 물체의 요철을 측정하는 방법이다. 가느다란 틈새(slit)를 통과한 빛의 띠가 대상물 표면을 비추게 하고, 비스듬한 방향에서 관측하면 빛으로 절단한 것과 같은 요철이 나타난다. 빛의 입사각과 관측방향의 각도 크기를 알면 요철 변화로부터 실제의 요철 크기를 구할 수 있다. 자동차부품 같은 대형물 측정이 가능하고, 현미경으로 확대 관측하므로 2㎛ 수준의 미세한 표면거칠기까지 측정할 수 있다. 광파간섭법(interference of light wave)은 빛의 간섭현상을 이용하여 피측정물 표면과 반사면의 위상차에 의해 만들어지는 간섭무늬를 분석하여 측정한다.
다듬질 기호
도면에 표시하는 다듬질 기호는 다음과 같다. 숫자가 크면 표면 요철이 크고 거칠다는 의미이다. 숫자의 단위는 ㎛이다.
| 기호 | Ra | Rmax | Rz | 설명 |
| 없음 | 없음 | 없음 | 없음 | 주물, 단조 형태의 소재 상태 추가 가공이 필요하지 않은 면 |
| ∇ | 25a | 100s | 100z | 거친 다듬질 선반, 밀링에서의 황삭 가공 다른 부품과 접촉하지 않는 면 |
| ∇∇ | 6.3a | 25s | 25z | 중다듬질 선반, 밀링에서의 정삭 가공 다른 부품과 접촉해서 고정되는 면 |
| ∇∇∇ | 1.6a | 6.3s | 6.3z | 상다듬질 정삭 가공 후 연삭 가공 기어와 같이 접촉 후 회전하는 면 |
| ∇∇∇∇ | 0.2a | 0.8s | 0.8z | 초정밀 다듬질 슈퍼피니싱(Super finishing) 정밀 다듬질이 필요한 면 |
참고자료
파상도(Waviness)는 표면거칠기보다 크게 나타나는 굴곡이다. 평형이 어긋난 연삭가공, 불안정한 절삭가공, 기계의 진동, 불균일한 열처리 등에 기인한다.