드릴(Drill)이란 용어는 관통하는데 필요한 회전력을 공급하는 기계 혹은 회전하는 부분이라는 의미로 쓰이며, 대부분 금속에 구멍을 뚫는 것을 말한다. 드릴 재질은 고탄소강과 고속도강이며, 지름이 큰 것은 초경합금을 날 끝에 납땜하여 붙인다. 드릴 형상을 구성하는 요소와 기능은 다음과 같다.
홈(flute)
비틀림각과 선단각에 의해 경사각을 구성하며 드릴 성능을 결정짓는 핵심 요소이다. 드릴 외경으로부터 중심을 향해 사선 방향으로 패인 형상을 하고 있으며 절삭칩을 배출하고 절삭유를 공급하는 역할을 한다. 가공구멍 깊이에 따라 홈 규격이 달라진다.
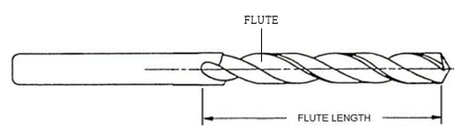
홈길이(flute length)
사선 방향의 홈이 가공되어 있는 수직 길이로써 드릴 수명에 큰 영향을 미친다. 홈길이가 너무 길면 드릴 강성이 저하되므로 적절한 길이 선정이 필수적이다. 홈길이는 다음과 같이 정의된다.
홈길이 = 구멍깊이 + (2 x 드릴직경) + 재연삭여유 + 관통여유
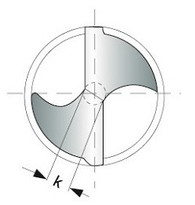
웨브(web)
웨브는 드릴 외경에서 홈 영역을 뺀 드릴 몸체 중심의 두께이다. 중심 두께가 크면 홈의 폭이 넓어지고 홈의 깊이는 작아진다. 중심 두께는 드릴 직경에 비례하는데 중심 두께가 너무 큰 드릴은 씨닝(Thining)을 하여 절삭저항을 줄이도록 한다. 드릴 파손과 변형을 방지하기 위해 웨브를 경사지게 만드는 경우도 있다.
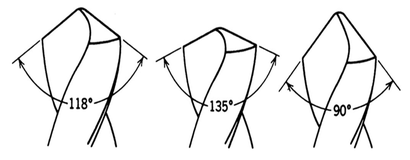
선단각(point angle)
일반적으로 118°이며 피삭재와 공구재질에 따라 각도 크기가 달라진다. 선단각이 작으면 절삭토크가 커진다. 선단각이 크면 절삭토크가 작아지고 추력(Thrust)이 커진다. 경도가 낮은 재질을 가공하려면 선단각이 작은 드릴을 쓰고 주철이나 합금강처럼 단단한 재질에서는 선단각이 큰 것을 사용한다.
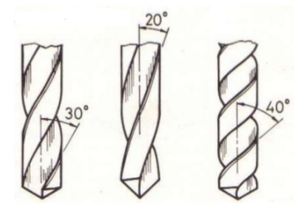
비틀림각(helix angle)
드릴에서 비틀림각은 경사각을 의미한다. 비틀림각이 크면 절삭저항이 감소하여 절삭성이 좋아지지만 칩배출이 나빠진다. 또한 드릴 강성이 저하되어 떨림 현상이 발생할 수 있다. 강한 피삭재는 절삭날 강도가 중요하므로 작은 비틀림각을, 연한 피삭재는 절삭성이 중요하므로 큰 비틀림각의 드릴을 사용한다. 강한 재질에 큰 비틀림각 드릴을 사용하면 진동과 치핑(Chipping)이 발생하여 드릴 수명을 단축시킨다. 비틀림각은 피삭재 재료에 따라 3가지로 구분할 수 있다.
Standard Helix : 20°~37°, 탄소강(일반 강재)
Slow Helix : 15°~17°, 마그네슙합금(단단하고 부서지기 쉬운 피삭재)
Quick Helix : 30°~40°, 알루미늄합금(연한 피삭재)
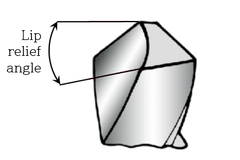
여유각(lip relief angle)
여유각이 너무 작으면 절삭열이 많이 발생하여 드릴 수명을 저하시키며 가공이 잘 되지 않는다. 반대로 여유각이 너무 크면 인선부 강도가 약해지고 치핑과 진동이 발생하여 절삭효과가 없어져 버린다. 알루미늄 등의 연한 피삭재는 여유각이 큰 드릴을, 주철과 같은 단단한 피삭재는 여유각을 작게 한 드릴을 사용하도록 한다. 드릴의 재연삭은 여유각이 있는 여유면에서 행해진다.
| 구분 | 선단각 | 경사각(비틀림각) | 여유각 |
|---|---|---|---|
| 연질 피삭재 | 작다 | 크다 | 크다 |
| 경질 피삭재 | 크다 | 작다 | 작다 |
참고
씨닝(Thining) : 드릴 끝 선단부를 화살촉처럼 얇고 뾰족하게 만드는 작업
토크(Torque) : 회전축을 중심으로 회전시키는 힘
추력(Thrust) : 회전축과 회전체에 작용하는 힘
치핑(Chipping) : 절삭공구의 날끝 선단부 일부가 미세한 파손을 일으키는 현상