NC 가공장비는 수동 밀링을 컴퓨터 수치제어 방식에 의해 자동절삭하도록 만들어진 기계이다. NC 프로그램은 NC 데이터, G코드라고도 하며 기계를 동작시켜 가공하기 위해 제어장치에 입력하는 디지털 데이터를 말한다.
G코드
G코드는 NC 공작기계의 움직임과 기능을 명령하는 코드체계이다. 공구이송, 절삭가공, 공구보전, 주축회전, 기계 움직임 등의 제어 기능을 준비하도록 지시한다. NC 기계는 내부의 기억장치에 프로그램을 입력해야 자동운전이 가능하다. 영문자 G 다음에 00에서 99까지의 2자리 숫자를 붙여서 작성하는데 이 명령의 집합에 의해 가공을 수행하고 기능을 발휘하게 된다.
G00은 급속이송 명령으로 공구를 해당 지점까지 빠르게 이동시키는 경우이고, G01은 직선가공으로 실제로 절삭가공을 할 경우에 사용한다. 기준공구와 사용공구 사이에서 발생하는 지름과 길이 차이를 보정값으로 재설정하는 것을 공구보정이라 한다. 공구직경 보정은 가공 형상으로부터 일정거리만큼 공구가 떨어져 있도록 유지하는 기능이다. 공구보정을 취소(G40, G49)할 때는 먼저 공작물과 간섭을 일으키지 않는 안전한 위치로 이동시키도록 한다. 관리의 편의성을 위해 기준공구 길이는 가장 짧거나 가장 긴 것으로 선정하는 편이 유리하다.
| 구분 | 기호 | 설명 |
|---|---|---|
| 공구 직경 | G40 | 공구 직경 보정 취소 |
| G41 | 공구 직경 좌측 보정(하향절삭) | |
| G42 | 공구 직경 우측 보정(상향절삭) | |
| 공구 길이 | G43 | 공구 길이 보정량 증가(+) |
| G44 | 공구 길이 보정량 감소(-) | |
| G49 | 공구 길이 보정 취소 |
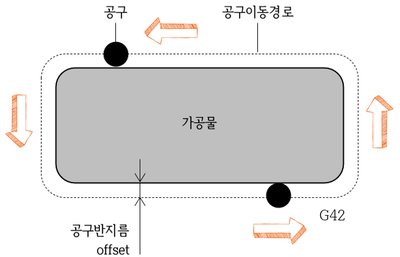
공구 이동 경로에 따른 공구 직경 보정
G41은 공작물 기준으로 공구가 왼쪽에 위치하면서 공작물 바깥면을 시계 방향으로 절삭한다. 공구 회전방향과 공작물 이송방향이 동일해서 하향절삭이 된다. G42는 공작물 기준으로 공구가 오른쪽에 위치하면서 공작물 바깥쪽을 반시계 방향으로 절삭한다. 공구 회전방향과 공작물 이송방향이 반대이므로 상향절삭이 된다. 상향절삭은 하향절삭보다 부하가 많이 걸리고 소음과 진동이 크게 발생한다.
M코드는 보조기능이다. G코드와 마찬가지로 M 뒤에 00에서 99까지의 2자리 숫자를 붙여 명령을 내리는데, 예를 들어 M03은 시계방향의 주축회전, M05는 주축 정지를 지시하는 것이다. 주축의 회전수를 바꾸기 위한 기어의 교환(M40~M45)이나 절삭유의 급유중지(M08, M09)등의 M코드도 있다. 공구교환을 명령하는 M06은 자주 사용하는 기능이다.
지령 방식
좌표를 지정하는 방식은 3가지가 있다. 첫째는 절대지령방식(G90)으로 프로그램 원점을 기준으로 직교 좌표계에서 움직일 지점의 좌표값을 입력하는 방법이다. 좌표는 원점을 기준으로 삼은 절대값이다. 둘째는 증분지령방식(G91)으로 현재의 공구위치를 기준으로 삼아 움직일 지점의 좌표값을 입력하는 방법이다. 현재 좌표를 기준으로 한 상대값이다. 셋째는 혼합지령방식으로 한 블록 내에 절대지령과 증분지령을 혼합하여 사용하는 방법이다. 다음은 절대지령과 증분지령을 나타낸 것으로 ①지점에서 ②,③,④지점으로 급속이동을 한 후 다시 ①지점으로 북귀하는 프로그램을 작성한 예이다.
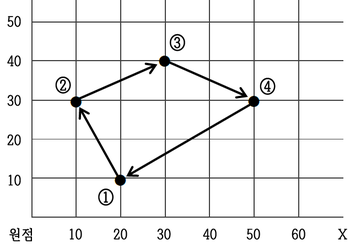
절대지령방식
①→② G90 G00 X10 Y30
②→③ G90 G00 X30 Y40
③→④ G90 G00 X50 Y30
④→① G90 G00 X20 Y10
증분지령방식
①→② G91 G00 X-10 Y20
②→③ G91 G00 X20 Y10
③→④ G91 G00 X20 Y-10
④→① G91 G00 X-30 Y-20
가공 프로그램은 가공순서, 가공방법, 가공조건에 따라 황삭용, 중삭용, 정삭용으로 구분해서 별도로 준비한다.